Technical Description
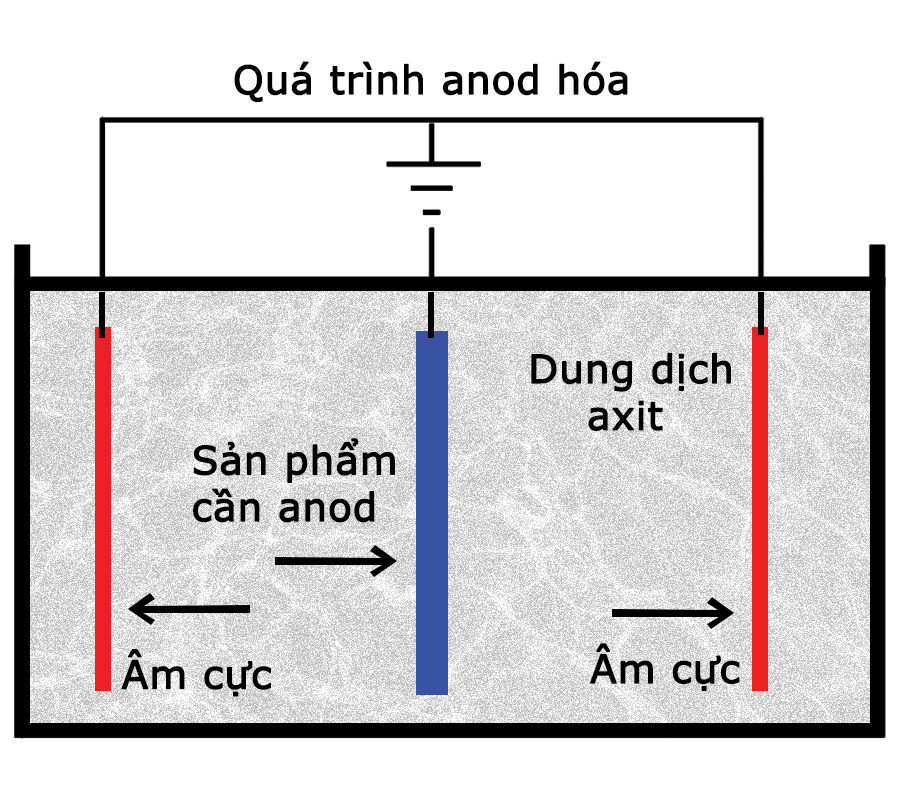
Anodizing of aluminium is accomplished by immersing aluminumpart into a tank filled with an acid electrolyte bath and passing an electric current through the solution.
Anodizing is one of the most common surface treatments of aluminum. In all anodizing processes, the basic reaction is conversion of the aluminum surface to aluminum oxide. The aluminum part, when made anodic in an electrolytic cell, causes the oxide layer to become thicker, leading to better corrosion and wear resistance. For decorative purposes, the oxide layer formed on the surface can be dyed.
Anodizing aluminium was first used on an industrial scale in 1923 to protect Duralumin Seaplane parts from corrosion. This early chromic acid process was called the Bengough-Stuart process and was documented in British defence specification DEF STAN 03-24/3. It is still used today and is classified as type I (I, IB) according to the 8625 US standard MIL.
II.CLASSIFICATION OF ANODIZING OF ALUMINIUM
There are several types of anodizing of aluminium. The basic classifications for MIL-A-8625F are
Type I—Chromic acid anodizing: Conventional coatings formed from a chromic acid bath. Chromic anodize coatings are principally used for aerospace applications requiring corrosion resistance and good paint adhesion.
Type II—Sulfuric acid anodizing: Conventional coatings formed from a sulfuric acid bath. Sulfuric anodizing is the most commonly used and most suitable process for coloring.
– Class 1 is kind of clear anodizing on aluminum, anodized layer may differ in color due to the alloy composition, with aluminum alloy components are less altered little more color.
– Class 2 is kind of colored anodized surface with a variety of basic colors such as black or mixed, blue, red, yellow, orange, purple, green, …
Type III—Hard coat anodizing: Low-temperature bath and higher current densities to produce thicker coatings, which provide greater wear and abrasion-resistant surfaces. Type III anodize finishes can be dyed or non-dyed.
THE COMPARISON TABLE OF SEVERAL ANODIZING TYPES
| Anodizing Type | Temperature | Treatment time | Color appearance | Thickness |
| Type I | 25 – 40 °C | 20 – 40 minutes | Clear | 2-5 pm |
| Type II, class 1 | 18 – 22 °C | 5-15 minutes | Clear | 2 – 5 pm |
| Type II, class 2 | 18 – 22 °C | 10 – 40 minutes | Many colors | 5 – 20 pm m |
| Type III | -5 – 0 °C | 60 – 120 minutes | Bronze, gray, black (2) | 5 – 100 pm (1) |
** Notes: (1) – can be adjusted, (2) – please see the color table for hard anodizing.
TABLE OF COLOR OF HARD ANODIZING FILM
| Al alloys | A1100 | A2011 | A2014 | A2024 | A5052 | A6061 | A6063 | A7075 |
| Color | Bronze | Gray | Gray | Bronze | Black | Black | Black | Bronze |
PROPERTIES OF HARD ANODIZING FILM FROM ALUTEK
- Unmatched wear properties
- Coatings wear as well as or better than hardened steels (HRC values of 70) as judged by Suga and Taber Wear tests.
- Can achieve salt spray resistance in excess of 1000 hours.
- Good for salvage work of parts with critical dimensional specifications.
- Can achieve very tight tolerances.
- High dielectric strength to 2000VDC.
- Good heat dissipation
PROPERTIES OF COLOR ANODIZING FILM (TYPE II) FROM ALUTEK
- Variety of color.
- High color fastness.
- Uniform color on the same type of aluminium alloys
- High smoothness
- Can achieve salt spray resistance in excess of 336 hours.
- Good heat dissipation
We are building day by day; processes are managed through strict checks to perform the good quality and the best stability.
ALUTEK offers a chemical engineering staff that works with each individual client to develop an anodizing solution that is custom designed to each application. For more information on our custom electrolytic and hard anodizing services, please contact us directly. We are looking forward to co-operating with you.
Bài viết liên quan
Technical Description
Anodizing of aluminium is accomplished by immersing aluminumpart into a tank filled with an acid electrolyte bath and passing an electric current through the solution. Anodizing is one of the...
Xem chi tiết →
Why choose us?
ALUTEK offers a chemical engineering staff that works with each individual client to cdevelop an anodizing solution that is custom designed to each application. For more information on our custom...
Xem chi tiết →
About Us
In 2007, An Viet Long Co., Ltd was originated by Mr. Le Trieu Bao Loc, specializing in manufacturing precision mechanical components made of aluminium. In the first period, with strict...
Xem chi tiết →
Công nghệ kỹ thuật
Anod hóa nhôm và hợp kim nhôm là quá trình “dương cực hóa” bề mặt nhôm trong môi trường điện ly- chúng tôi gọi là anod hóa, giúp sản phẩm...
Xem chi tiết →
Tại sao chọn chúng tôi
ALUTEK có kỹ sư hóa học có thể làm việc chung khách hàng để tìm ra giải pháp anod hóa theo như mong muốn của khách hàng cho từng ứng...
Xem chi tiết →
Về chúng tôi
Vào năm 2007 công ty TNHH An Việt Long được thành lập do ông Lê Triều Bảo Lộc, chuyên sản xuất linh kiện cơ khí chính xác bằng nhôm. Vào...
Xem chi tiết →
 Totals visitors: 14,320
Totals visitors: 14,320 Online: 22
Online: 22
Bình luận bài viết
Bình luận gần đây (0 bình luận)